- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Прогресс в технологии 200-мм эпитаксиальной эпитаксиальной системы SiC итальянской компании LPE
2024-08-06
Введение
SiC превосходит Si во многих приложениях благодаря своим превосходным электронным свойствам, таким как высокая температурная стабильность, широкая запрещенная зона, высокая напряженность электрического поля пробоя и высокая теплопроводность. Сегодня доступность тяговых систем электромобилей значительно улучшается благодаря более высоким скоростям переключения, более высоким рабочим температурам и более низкому термическому сопротивлению металлооксидно-полупроводниковых полевых транзисторов SiC (MOSFET). Рынок силовых устройств на основе SiC очень быстро рос за последние несколько лет; поэтому возрос спрос на высококачественные, бездефектные и однородные материалы SiC.
За последние несколько десятилетий поставщики подложек 4H-SiC смогли увеличить диаметр пластин с 2 дюймов до 150 мм (сохраняя то же качество кристалла). Сегодня основной размер пластины для устройств SiC составляет 150 мм, и чтобы снизить себестоимость производства единицы устройства, некоторые производители устройств находятся на ранних стадиях создания заводов диаметром 200 мм. Для достижения этой цели, помимо потребности в коммерчески доступных пластинах SiC диаметром 200 мм, также крайне желательно иметь возможность выполнять равномерную эпитаксию SiC. Следовательно, после получения подложек SiC диаметром 200 мм хорошего качества следующей задачей будет выполнение высококачественного эпитаксиального выращивания на этих подложках. LPE разработала и изготовила горизонтальный монокристаллический полностью автоматизированный CVD-реактор с горячей стенкой (названный PE1O8), оснащенный многозонной системой имплантации, способной обрабатывать подложки SiC толщиной до 200 мм. Здесь мы сообщаем о его производительности при эпитаксии 4H-SiC толщиной 150 мм, а также о предварительных результатах на эпитаксиальных пластинах диаметром 200 мм.
Результаты и обсуждение
PE1O8 — это полностью автоматизированная система «кассета-кассета», предназначенная для обработки пластин SiC диаметром до 200 мм. Формат можно переключать между 150 и 200 мм, что сводит к минимуму время простоя инструмента. Сокращение этапов нагрева повышает производительность, а автоматизация сокращает трудозатраты и повышает качество и повторяемость. Сообщается, что для обеспечения эффективного и экономически конкурентоспособного процесса эпитаксии используются три основных фактора: 1) быстрый процесс, 2) высокая однородность толщины и легирования, 3) минимальное образование дефектов во время процесса эпитаксии. В PE1O8 небольшая масса графита и автоматизированная система загрузки/выгрузки позволяют выполнить стандартный цикл менее чем за 75 минут (стандартный рецепт диода Шоттки 10 мкм использует скорость роста 30 мкм/ч). Автоматизированная система позволяет осуществлять загрузку/разгрузку при высоких температурах. В результате время как нагревания, так и охлаждения сокращается, при этом уже подавляется этап выпекания. Такие идеальные условия позволяют выращивать действительно нелегированный материал.
Компактность оборудования и трехканальная система впрыска позволяют создать универсальную систему с высокими характеристиками как по легированию, так и по однородности толщины. Это было выполнено с использованием компьютерного гидродинамического моделирования (CFD) для обеспечения сравнимой однородности потока газа и температуры для форматов подложек 150 мм и 200 мм. Как показано на рисунке 1, эта новая система впрыска равномерно подает газ в центральную и боковую части камеры осаждения. Система смешивания газов позволяет изменять локально распределенный химический состав газа, дополнительно расширяя количество регулируемых параметров процесса для оптимизации эпитаксиального роста.
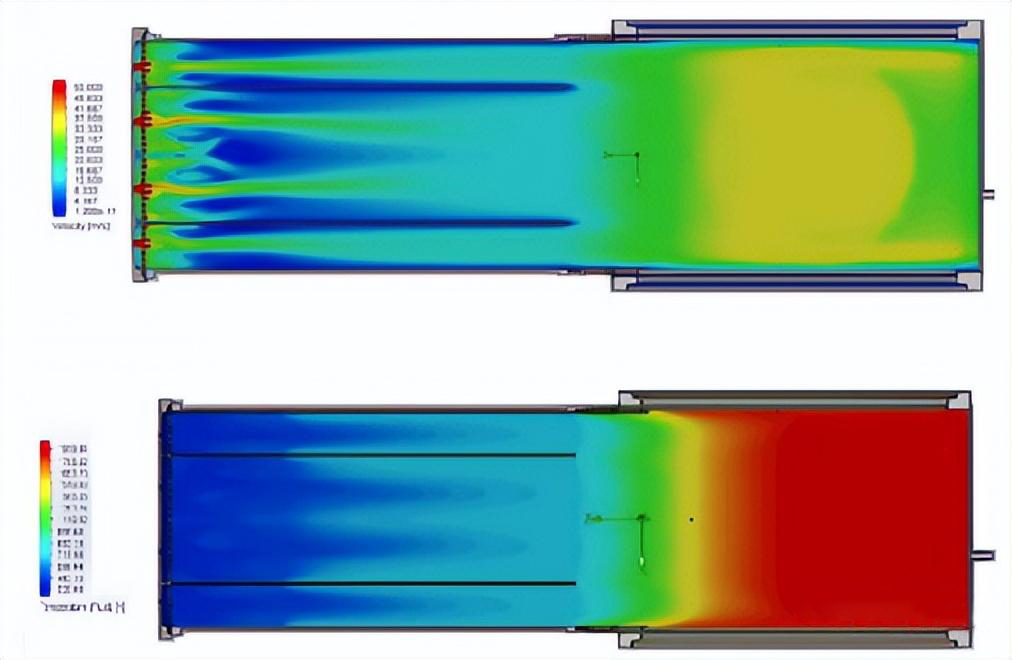
Рис. 1. Моделируемая величина скорости газа (вверху) и температура газа (внизу) в технологической камере PE1O8 в плоскости, расположенной на высоте 10 мм над подложкой.
Другие функции включают улучшенную систему вращения газа, которая использует алгоритм управления с обратной связью для сглаживания производительности и прямого измерения скорости вращения, а также новое поколение ПИД-регуляторов для контроля температуры. Параметры процесса эпитаксии. В камере-прототипе был разработан процесс эпитаксиального выращивания 4H-SiC n-типа. В качестве прекурсоров атомов кремния и углерода использовались трихлорсилан и этилен; В качестве газа-носителя использовался H2, а для легирования n-типа использовался азот. Коммерческие подложки SiC толщиной 150 мм с лицевой стороной из кремния и подложки SiC толщиной 200 мм исследовательского качества были использованы для выращивания слоев 1×1016 см-3 n-легированного 4H-SiC толщиной 6,5 мкм. Поверхность подложки травилась in situ потоком H2 при повышенной температуре. После этого этапа травления был выращен буферный слой n-типа с использованием низкой скорости роста и низкого соотношения C/Si для подготовки сглаживающего слоя. Поверх этого буферного слоя был нанесен активный слой с высокой скоростью роста (30 мкм/ч) с использованием более высокого соотношения C/Si. Разработанный процесс затем был перенесен в реактор PE1O8, установленный на шведском предприятии ST. Аналогичные параметры процесса и газораспределения использовались для образцов диаметром 150 мм и 200 мм. Точная настройка параметров роста была отложена до будущих исследований из-за ограниченного количества доступных подложек диаметром 200 мм.
Кажущуюся толщину и эффективность легирования образцов оценивали с помощью ртутного зонда FTIR и CV соответственно. Морфологию поверхности исследовали с помощью микроскопии дифференциального интерференционного контраста Номарского (NDIC), а плотность дефектов эпитаксиальных слоев измеряли с помощью Канделы. Предварительные результаты. Предварительные результаты легирования и однородности толщины эпитаксиально выращенных образцов толщиной 150 и 200 мм, обработанных в камере прототипа, показаны на рис. ) всего 0,4% и 1,4% соответственно, а вариации легирования (σ-среднее) всего 1,1% и 5,6%. Значения собственного легирования составляли примерно 1×1014 см-3.
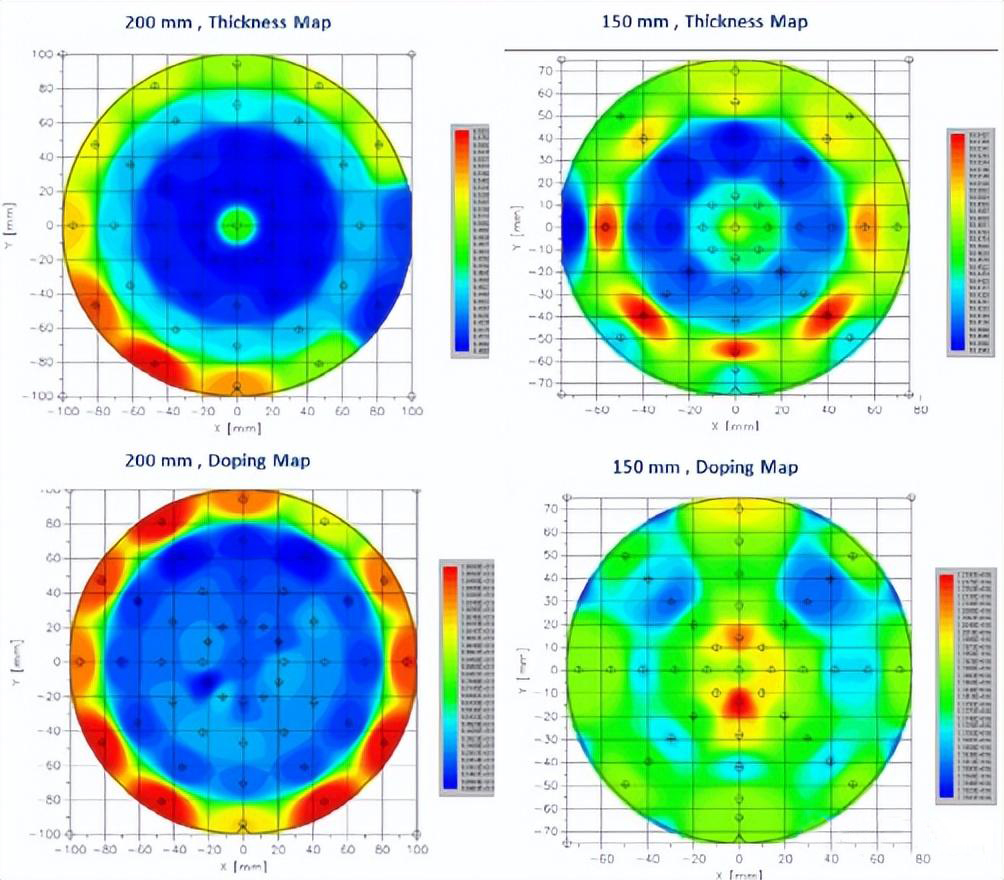
Рис. 2. Профили толщины и легирования эпивафель толщиной 200 и 150 мм.
Повторяемость процесса исследовали путем сравнения изменений от серии к серии, в результате чего изменения толщины составляли всего 0,7%, а вариации легирования - всего 3,1%. Как показано на рисунке 3, результаты нового процесса 200 мм сопоставимы с современными результатами, ранее полученными на 150 мм с помощью реактора PE1O6.
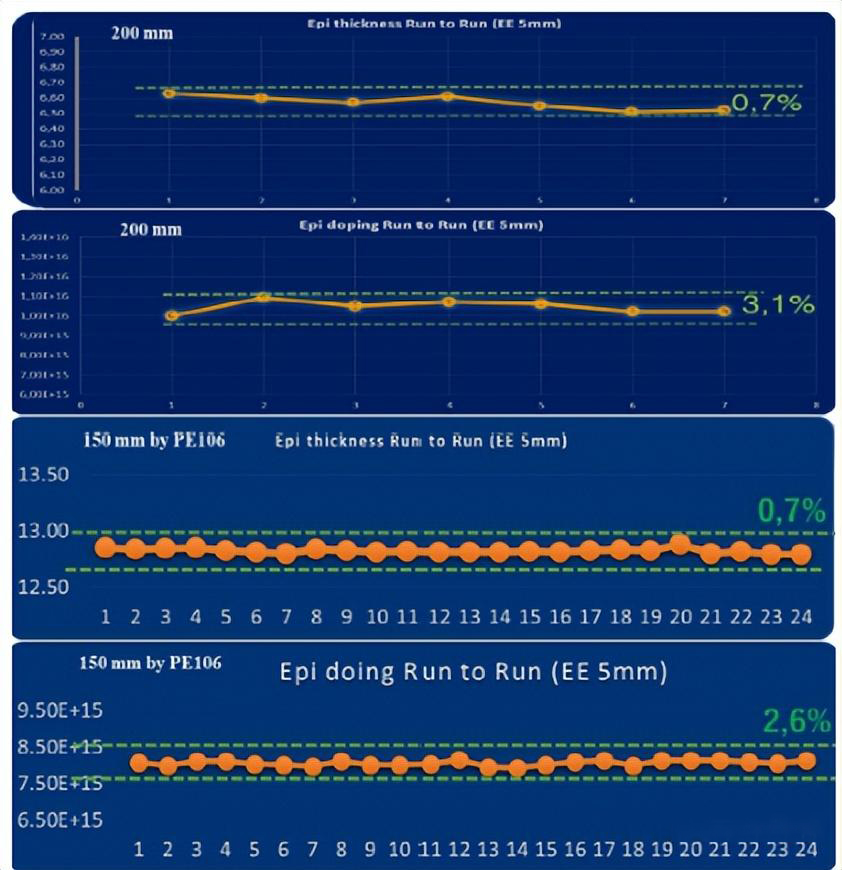
Рисунок 3. Толщина слоя за слоем и однородность легирования образца диаметром 200 мм, обработанного в камере-прототипе (вверху), и современного образца диаметром 150 мм, изготовленного из PE1O6 (внизу).
Что касается морфологии поверхности образцов, микроскопия NDIC подтвердила гладкую поверхность с шероховатостью ниже диапазона обнаружения микроскопа. Результаты PE1O8. Затем процесс перенесли в реактор PE1O8. Толщина и однородность легирования 200-мм эпивафлей показаны на рисунке 4. Слои растут равномерно вдоль поверхности подложки с вариациями толщины и легирования (σ/среднее) всего на 2,1% и 3,3% соответственно.
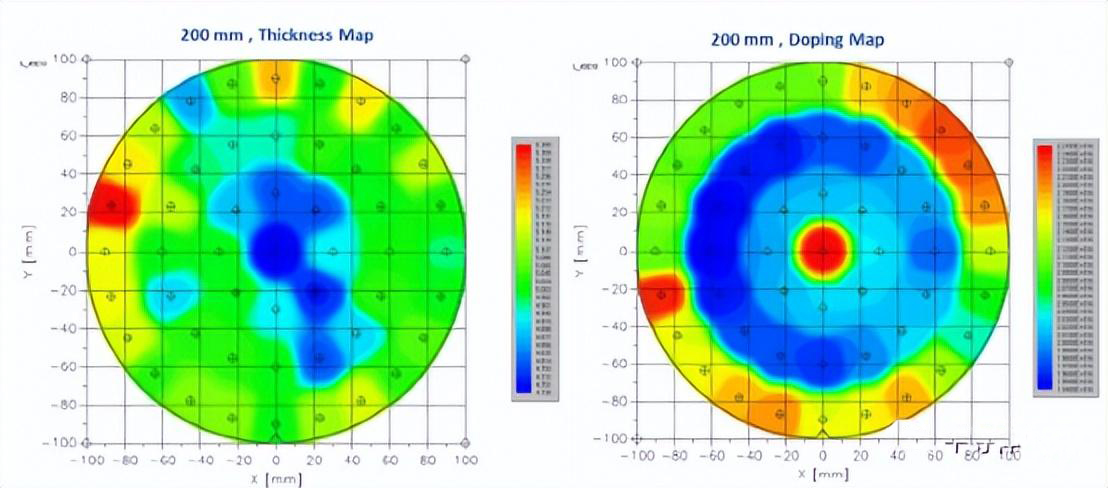
Рис. 4. Толщина и профиль легирования 200-мм эпивафли в реакторе PE1O8.
Для исследования плотности дефектов пластин, выращенных эпитаксиально, использовали канделу. Как показано на рисунке. Общая плотность дефектов 5, всего 1,43 см-2 и 3,06 см-2, была достигнута на образцах диаметром 150 мм и 200 мм соответственно. Таким образом, общая доступная площадь (TUA) после эпитаксии составила 97% и 92% для образцов диаметром 150 мм и 200 мм соответственно. Стоит отметить, что эти результаты были достигнуты только после нескольких прогонов и могут быть дополнительно улучшены за счет тонкой настройки параметров процесса.
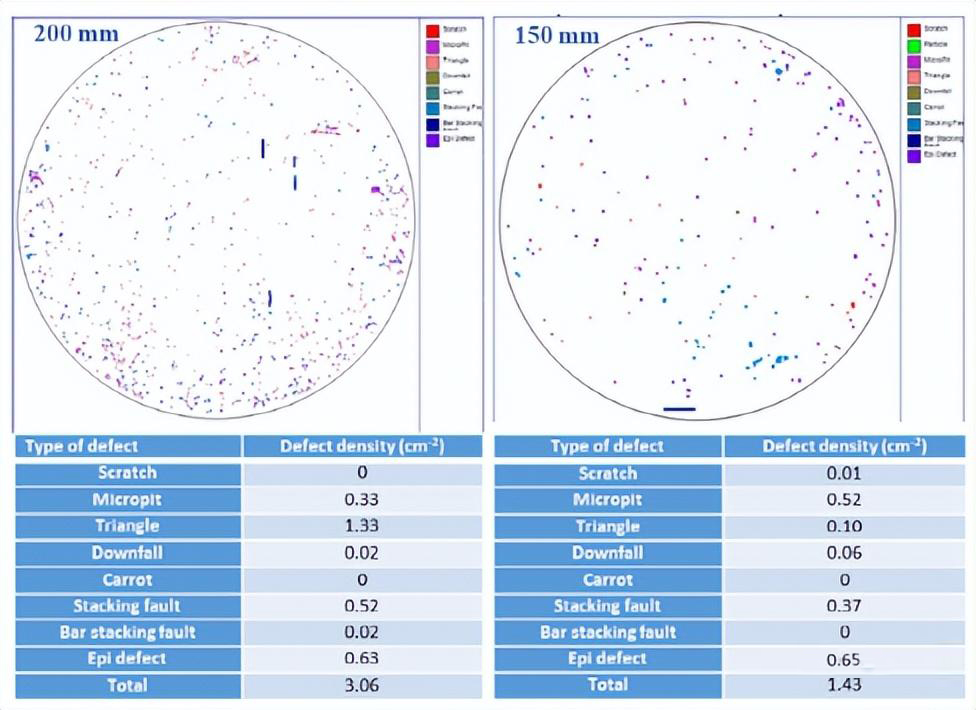
Рисунок 5. Карты дефектов Канделы на эпивафлях толщиной 6 мкм толщиной 200 мм (слева) и 150 мм (справа), выращенных из PE1O8.
Заключение
В этой статье представлен недавно разработанный CVD-реактор PE1O8 с горячими стенками и его способность выполнять равномерную эпитаксию 4H-SiC на подложках толщиной 200 мм. Предварительные результаты на расстоянии 200 мм являются очень многообещающими: изменения толщины по поверхности образца составляют всего 2,1%, а изменения характеристик легирования - всего 3,3% по поверхности образца. По расчетам, TUA после эпитаксии составляет 97% и 92% для образцов диаметром 150 мм и 200 мм соответственно, а прогнозируется, что TUA для образцов диаметром 200 мм улучшится в будущем с более высоким качеством подложки. Учитывая, что представленные здесь результаты на подложках шириной 200 мм основаны на нескольких сериях тестов, мы считаем, что можно будет дополнительно улучшить результаты, которые уже близки к современным результатам на образцах шириной 150 мм, путем тонкая настройка параметров роста.